活动冷库
- 产品说明
活动冷库又称装配式冷库、拼装式冷库、组合式冷库。一般为钢结构骨架,并辅以隔热墙体、顶盖和底架,其隔热、防潮及降温等性能要求。活动冷库保温主要由隔热壁板(墙体)、顶板(天井板)、底板、门、支承板及底座组成。它们是通过特殊结构的子母钩拼装、固定,以保证冷库良好的隔热、气密。...

组合式冷库
一、方案概述
农业产业化发展,加快了农产品深加工,食品精加工及冷冻冷藏迅猛发展。同时对冷库吨位,规模和形式的要求越来越高。随着科学技术的进步和制冷行业的发展,在食品生产加工储藏中,采用新的冷库模式。它以全新的建筑理念既标准化、模块化、工厂化等替代了原有冷库类建筑的建造模式及运营方式。组合冷库的使用范围越来越广,建筑规模也越来越大,目前已成为世界冷藏业发展的总趋式,具有远大的发展前途。
二 、解决方案
组合式冷库主要由围护结构,预制夹芯板等组成。夹芯板两侧采用彩色钢板、铝板或不锈钢板,中间保温材料通常为硬质聚氨酯或聚苯乙烯等,其重量比常规建材轻5%~10%。
冷库的围护结构通常为轻型钢结构,按夹芯板和维护结构的相互关系,组合冷库可分为外框结构型式和内框不加结构型式,目前国内通常采用外框架结构型式的组合冷库。
1. 库板
库板类型:硬质聚氨酯夹芯板和聚苯保温板。目前国际上普遍采用的导热系数最佳的硬质聚氨酯夹芯板,库板的内外面选用聚酯复膜彩色钢板,全新的凸凹插槽式结构安装快捷,保温性能良好,库板由意大利进口的先进生产线一次成型,库板的技术指标全部达到国际同等水平。
⑴ 连接方式:① 镶嵌联接、② PVC联接、③ H型铝材联接、④ 挂钩联接
⑵ 聚氨酯板的性能参数
|
项目 |
标准 |
|
|
密度 (Kg/m) |
40~50 |
40~50 |
|
导热系数 ( w/m ℃) |
≤0.022 |
0.022 |
|
抗压强度 ( MPa) |
≥0.2 |
0.27 |
|
吸水率 (Kg/m2) |
≤0.03 |
0.17 |
|
离火自息时间 (s) |
≤7 |
1.97 |
|
抗弯强度 ( MPa) |
≥0.25 |
0.41 |
2. 制冷工艺
根据组合冷库吨位大小,食品工艺要求,采用氨系统、氟里昂系统及乙二醇间接冷却系统等。氨系统:制冷工质为氨(R717),通过氨液蒸发带走热量,保证食品冷冻冷藏所需温度。氟里昂系统:制冷工质为氟里昂(R22、R134a、R404a),主要用于小型组合冷库,自动化程度高。乙二醇间接冷却系统:全自动控制简单、方便,通过乙二醇溶液小温差换热,可减小食品干耗,特别适用于需气调的水果、蔬菜贮藏。
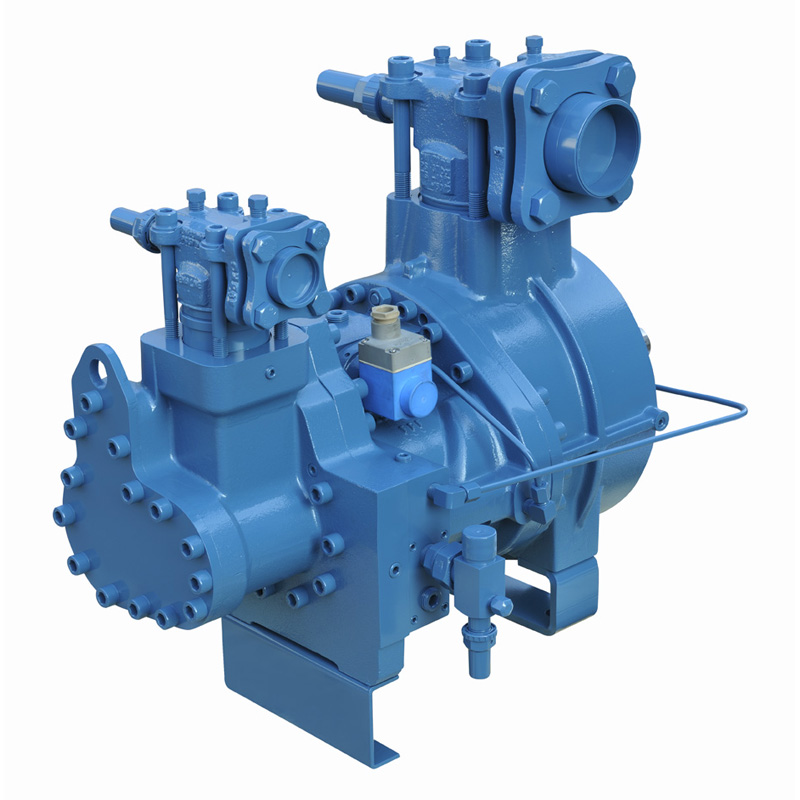
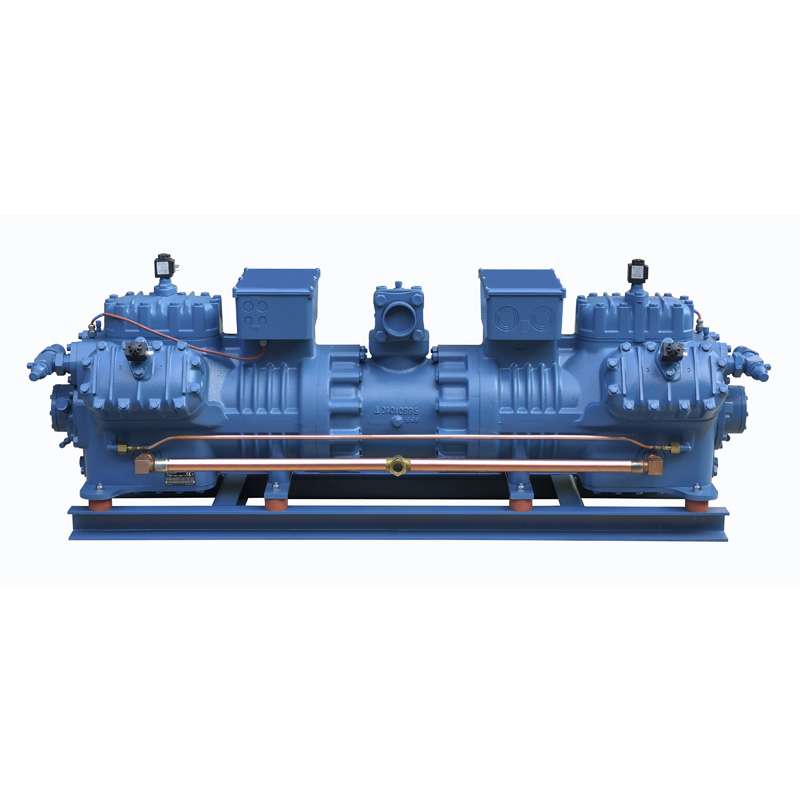
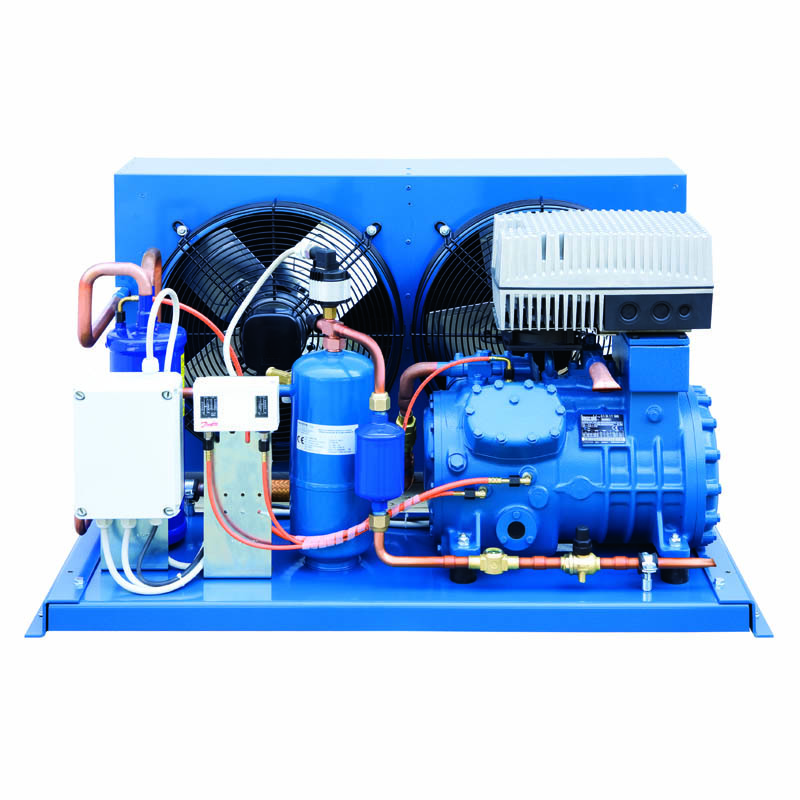
3. 制冷设备
公司提供各品牌螺杆压缩机,活塞压缩机和半封闭压缩机。为客户提供节能高效、高质量、高性价比的制冷设备。
4. 电气控制
组合式冷库有手动,自动控制方案。全自动控制已达到国际先进水平。全自动控制可实现制冷设备自动运行,设备自动增减载,冷库温度,介质温度,自动控制,设备运行状态动态模拟,运行参数的自动记录和打印,自动供液,自动供液,自动融霜,自动故障报警和分析,自动控制冷凝压力等等。组合式冷库控制基本上可达到无人职守。
5. 食品工艺
需要了解和掌握食品的加工、冻结、冷却、贮藏、保鲜等食品加工工艺,从客户和食品的角度出发,找出制冷与食品加工工艺的最佳结合点,提供最合适的制冷方案。
三、 方案组成
1. 钢结构
2. 库体、地面保温
3. 防潮隔汽
4. 制冷设备(氨系统、氟里昂系统及乙二醇系统等)。
5. 库内加湿设备。
6. 冲霜及冷却水设备。
7. 电气控制设备。
8. 通风换气设备。
9. 其它设备(冷库门、安全装置、防撞构件等附属设备)。
四、方案特点
1. 美观:夹芯板及外围护结构有多达数十种可选颜色,可配合任何风格建筑物的需要,达到令人满意的效果。
2. 保温隔热:采用聚氨脂或聚苯乙稀夹芯板导热系数低,强度高,具有良好的保温隔热效果。
3. 可塑性强:所有建造组合冷库的夹芯板规格均符合建筑模数,冷库可按客户要求随意分隔和布置。
4. 建设周期短
5. 安装快捷
6. 库内符合食品卫生要求
7. 建筑结构耐久
8. 材料品质卓越
9. 温度精确控制准确
五、技术参数
库容分类表
|
库 容 分 类 |
小 型 |
中 型 |
大 型 |
|
库 容 范 围 |
<500m |
500~10000m |
>10000m |
库体传热系数表
|
库 温 代 号 |
高 温 |
中 温 |
低 温 |
冻 结 |
|
|
传热系数 W/m2.0℃ |
冷冻冷藏 |
≤0.48 |
≤0.38 |
≤0.26 |
≤0.23 |
|
气 调 |
≤0.51 |
≤0.40 |
≤0.38 |
~ |
|
库温分类表
|
库 温 分 类 |
高 温 ℃ |
中 温 ℃ |
低 温 ℃ |
冻 结 ℃ |
|
|
库温范围 |
冷冻、冷藏 |
-2~12 |
-10~-2 |
-20~-10 |
-30~-20 |
|
气 调 |
8~15 |
0~8 |
-2~0 |
|
|
库内温度不均匀性表
|
单 间 库 容 m |
≤500 |
>500 |
|
库内温度不均匀性 0℃ |
≤4.0 |
≤6.0 |
空库降温时间表
|
单间库容 m |
降 温 时 间 (h) |
||||
|
高 温 |
中 温 |
低 温 |
冻 结 |
||
|
冷 冻 冷 藏 |
≤100 |
≤1.0 |
≤1.5 |
≤2.5 |
≤3.5 |
|
101~1000 |
≤3.0 |
≤3.5 |
≤4.5 |
≤5.0 |
|
|
>1000 |
≤4.0 |
≤4.5 |
≤5.5 |
~ |
|
|
气 调 |
500~1000 |
≤5.0 |
|||
|
|
≤5.0 |
≤5.5 |
≤6.0 |
||
六、组装流程
1. 完成库内地坪保温层以下土建工程的施工及机房、泵房等的施工。
2. 完成钢结构工程或外围护结构的组装及施工,机房、泵房等设备的就位。
3. 完成组合冷库库体部分的施工。
4. 完成库内地坪以下土建工程(含地面、保温层、防水隔汽层等)及地坪以上的结构施工。
5. 完成冷库库门、风幕、门帘、制冷工艺设备、电气控制系统、冲霜给排水系统、库体
6. 防撞 构件等的安装。
7. 完成库内外密封胶的涂布施工。
8. 进行组合冷库各系统的调试。
9. 进行组合冷库整体工程验收。